Tubo de aceiro de parede pesada



O proceso de produción e fabricación de tubos de aceiro sen costura de parede pesada pódese dividir en estirado en frío, laminación en frío, laminación en quente e expansión en quente.Os materiais dos tubos de aceiro son 10, 20, 35 e 45, que se chaman tubos de aceiro ordinarios.Segundo a aplicación, pódese dividir en tubo de aceiro sen costura estrutural, tubo de aceiro sen costura para o transporte, tubo de aceiro sen costura para caldeira, tubo de aceiro sen costura de alta presión para caldeira, tubo de aceiro sen costura de alta presión para equipos de fertilizantes químicos e aceiro sen costura para perforación xeolóxica Pipe;tubo de aceiro sen costura para a perforación de petróleo;tubo de aceiro sen costura para rachar o petróleo;tubo de aceiro sen costura para barco;tubo de aceiro sen costura de precisión estirado e laminado en frío;varios tubos de aliaxe.O tubo de aceiro sen costura úsase principalmente no procesamento mecánico, minas de carbón, aceiro hidráulico, etc.

A materia prima do tubo de aceiro de parede grosa sen costura é un tubo redondo en branco.O tubo redondo en branco córtase cunha máquina de corte e o tocho cun crecemento de aproximadamente 1 m envíase ao forno mediante unha cinta transportadora para quentar.O tocho quéntase nun forno a uns 1200 graos centígrados.O combustible é hidróxeno ou acetileno.O control da temperatura no forno é un problema fundamental.Despois de que o tubo redondo sexa descargado do forno, ten que pasar polo perforador de presión.Xeralmente, o perforador máis común é o perforador de rolo de cono.Este tipo de perforación ten unha alta eficiencia de produción, boa calidade do produto, gran expansión do diámetro de perforación e pode usar unha variedade de calidades de aceiro.Despois da perforación, o tocho redondo enróllase sucesivamente mediante laminación cruzada de tres rolos, laminación continua ou extrusión.Despois da extrusión, o tubo debe ser eliminado para dimensionar.A máquina de dimensionamento xira a broca cónica no branco de aceiro a alta velocidade para formar un tubo de aceiro.
O diámetro interior do tubo de aceiro está determinado pola lonxitude do diámetro exterior da broca da máquina de dimensionamento.Despois do dimensionado, o tubo de aceiro entra na torre de refrixeración e arrefríase mediante pulverización de auga.Despois do arrefriamento, o tubo de aceiro endereitarase.Despois do endereitamento, o tubo de aceiro envíase ao detector de defectos metálicos (ou proba hidráulica) mediante unha cinta transportadora para a detección de defectos internos.Se hai gretas e burbullas no interior do tubo de aceiro, detectarase.Despois da inspección de calidade dos tubos de aceiro, requírese unha rigorosa selección manual.Despois da inspección de calidade do tubo de aceiro, o número, a especificación e o número de lote de produción serán pulverizados con pintura.É izado ao almacén mediante guindastre.
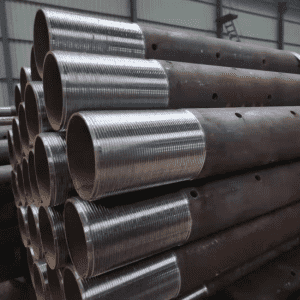
TUBO DE ACEIRO SIN COSTURA DE PARED PESADA
Resistente ao desgaste Autolubricación Alta sebilidade química Varios tamaños e tipos
O proceso de produción e fabricación de tubos de aceiro sen costura de parede pesada pódese dividir en estirado en frío, laminación en frío, laminación en quente e expansión en quente.


Os materiais dos tubos de aceiro son ASTM 179, A106Gr.B, 1035 e 1045, que se chaman tubos de aceiro carbono comúns.
Os materiais dos tubos de aceiro son ST52, ASTM 5140,4140,4135,12XMФ, que se chaman tubos de aceiro de aliaxe ordinarios.
ASTM A106Gr.B composición química e propiedades mecánicas

ASTM 1045 composición química e propiedades mecánicas

Composición química e propiedades mecánicas ASTM A179


Espesor uniforme

TUBO DE ACEIRO SIN COSTURA PESADO DE ALEACIÓN